當注塑成型不實用時,從擠出的毛坯形狀生產零件是首選,並且很多時候是出於零件性能原因。 經驗豐富的塑膠工程師已經瞭解到,機加工零件的性能可能遠遠超過注塑成型零件的性能,但對樹脂和形狀數據表的比較卻得出了完全相反的結論。
為什麼擠壓形狀的性能很少與樹脂數據表中列出的性能相匹配?
瞭解與物料流相關的取向,特別是在使用纖維增強牌號時,是理解這一觀察的關鍵。 由於熔體流動曲線引起的分子取向也會影響未填充的牌號,因此相同的原理也適用,儘管各向異性在未增強的牌號中問題較少。
所有樹脂數據表和材料 C 的 A(分析證書)特性均使用注塑拉伸棒生成。 樹脂顆粒生產商報告的數據表或認證特性被行業接受,以證明批次是否符合標準。 這些值很少(如果有的話)是成品零件在所有方向上的強度、伸長率或熱膨脹係數的精確表示。
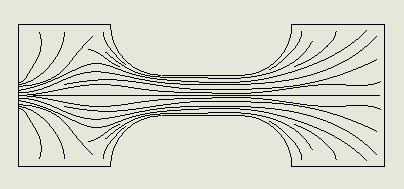
圖 1:模製拉伸棒 – 說明注塑成型拉伸棒的填充輪廓,因此當通過噴嘴注入熔融材料以“填充”並在拋光模具中創建全密度零件時,纖維取向。 隨後,冷卻器模具將零件凍結到位。 拋光后的模具具有出色的表面光潔度,沒有斷裂或切割的纖維。 纖維在拉力測試方向上幾乎完全對齊。
由於所有樹脂性能均使用如上所述的注塑拉伸棒進行表徵,因此普遍認為所有注塑成型零件和形狀都具有優於從擠出形狀加工的對應物的性能。 雖然在拉伸棒的情況下是正確的,但很少有注塑成型零件具有“近乎完美”的填充輪廓,從而在所需方向上優化材料強度。 由於很少有注塑成型零件適合被解剖成拉伸棒(可以顯示其真實性能),因此在注塑成型零件中實現這些最佳樹脂性能的誤解仍然存在。
下表顯示了注塑成型的30%碳纖維增強 PEEK 以不同方式制造成試樣的結果。 將樹脂認證值與使用由相同樹脂批次製成的4mm厚(75mm x 75mm)注塑方形板加工的拉伸桿生成的值進行比較。 拉伸棒材以3個方向製備:在流動方向上,流動45度,垂直於流動以說明性質的任何方向性。
| 拉伸強度(磅/平方英寸) | 拉伸模量 | 伸長率(%) | IM拉力棒的%強度 | |
|---|---|---|---|---|
| 注塑拉伸棒 (ISO 527) | 37700 | 3.8 | 1.5 | — |
| 從注塑成型的牌匾上切割的拉伸棒材,流動方向 | 23500 | 2.5 | 1.0 | 62% |
| 從注塑成型牌匾切割的拉伸棒材,45° 至流動 | 18300 | 1.6 | 0.7 | 49% |
| 從注塑成型的斑塊切割的拉伸棒材,垂直於流動 | 16200 | 1.4 | 0.6 | 43% |
請注意,即使按照流動方向加工的試樣也無法實現「樹脂數據表」屬性。 即使在注塑成型零件和形狀中,性能也具有方向性。
那麼,這種方向性在擠壓形狀中是什麼樣子的呢? 從外部向內非常緩慢的擠出和冷卻速度導致「熔體錐」,這是熔融和固體聚合物相之間的邊界。 大部分加固相沿著這個熔錐對齊,這意味著方向性隨著熔錐的形狀而變化。 下圖說明瞭各種形狀的此條件。 淺灰色線條描繪了熔體錐體的一般形狀。 請注意,該錐體的形狀是3維的,這意味著在桿或板形狀的拋物線的情況下,形狀是圓錐形的。 德雷克的無縫管有一個熔錐,很難在二維圖紙中說明,但很容易描述。 主要的纖維方向是“箍”方向,這意味著纖維,因此“熔融錐”看起來更像是“理髮杆”。
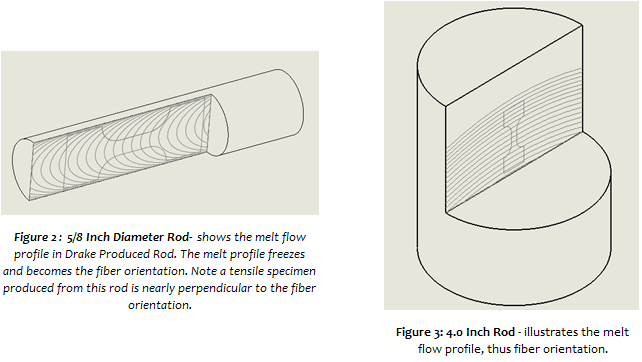
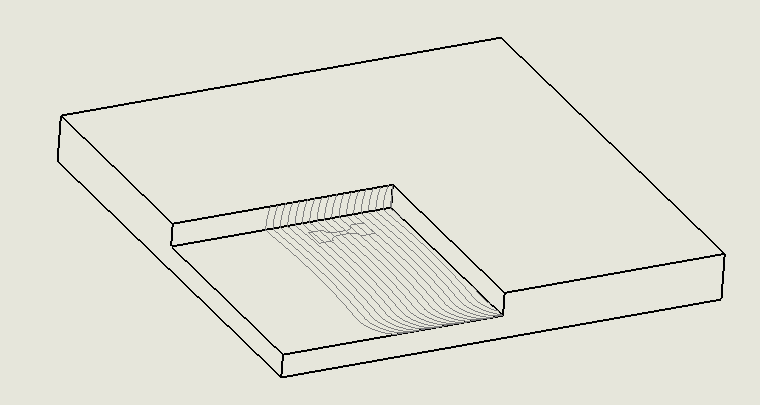
圖2:12 x 12 x 11/4英寸平板 – 顯示熔體流動曲線,從而顯示德雷克擠壓板的纖維取向。
如果您計劃注塑零件或形狀,則最大化聚合物零件的性能需要考慮您開始的形狀,形狀內零件的方向以及澆口和通風口的特定位置。 德雷克的工程師們明白這一點,在開發一個過程序列以製造性能關鍵部件時,他們總是會考慮這一點。 問問德雷克。