曾經收到客戶的聲音…“我剛開始鑽孔,我聽到裂縫”或“我正在鋸切,熔化的塑膠(切屑)停止了刀片”或“我的檢查部門發現我所有零件都有裂縫”。
我甚至可以告訴你“磨坊”可能說了什麼……“他們使用了錯誤尺寸的鑽頭或錯誤的進給速度,或者鋸片的類型錯誤,或者他們應該在兩次操作之間退火材料。
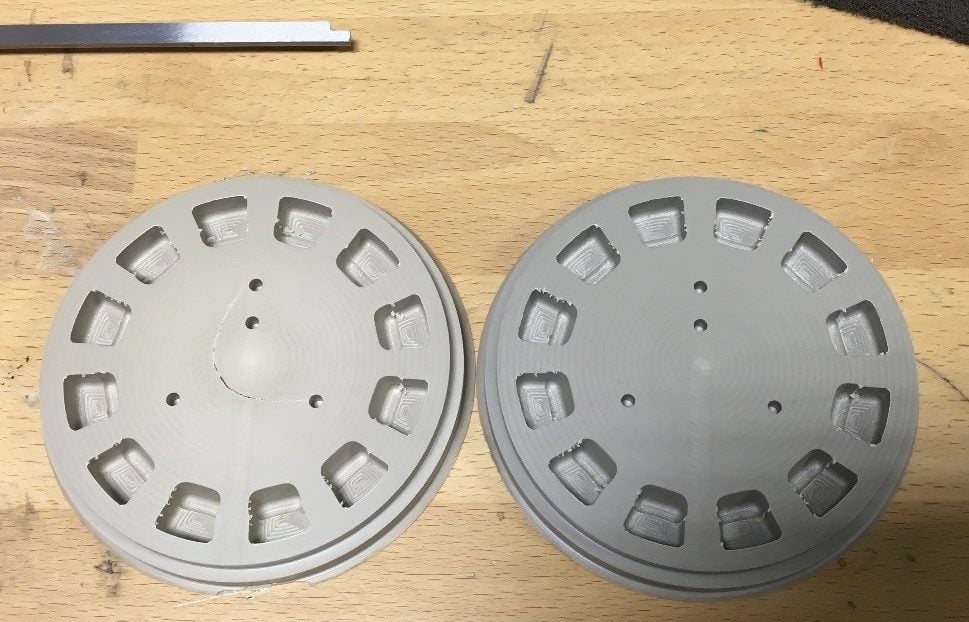
我們曾經說過,直到最近我們説明一位客戶要求另一家工廠的4英寸直徑GL30棒。 查看德雷克的4「直徑 KT820GF30 和其他一些人的450GL30在完全相同的機器中連續運行的結果,使用相同的程式和工具。
還是不相信…查看我們人員運行零件的視頻。 https://www.youtube.com/watch?v=6CTtlMjOIa4
好消息是,我們能夠挽救零件,因為成品零件具有足夠大的ID。
為什麼不同?
像PEEK這樣的高溫材料的擠出加工需要勤奮的加工,包括非常慢的速率,因為熔融聚合物必須從其熔體溫度高於630F冷卻到環境溫度。 這種溫度梯度在材料中設置了非常高的熱應力。 將這些熱應力與PEEK等半結晶材料固有的擠出壓力和結晶應力相結合,您將面臨真正的加工挑戰。 現在添加玻璃和/或碳纖維等增強材料,降低韌性(伸長率),您現在有一個完美的風暴。 時間已經證明……“擠出後退火無法克服不理想的擠出加工”。
德雷克在所有擠出工藝中的單件流動方法和我們20年的Torlon加工經驗幫助我們開發了樹脂和工藝的正確組合,以製造世界上任何地方可用的最可加工 的大直徑PEEK形狀 。 我們的加工重點是以最小的壓力和速率運行,以確保全密度和最大的韌性和延展性,而不是實現最高的運行速率。 德雷克為運行Torlon PAI而開發的專有擠出機設計使實現這種微妙的平衡成為可能。 通過我們仔細監測的退火週期,任何剩餘的殘餘應力都會最小化,這又是一項技能,可以微調我們擠壓世界上最大的Torlon形狀的工藝。
樹脂選擇扮演什麼角色?
我們的經驗表明,索爾維的KT PEEK牌號具有加工優勢,特別是在加工較大直徑的棒材和較厚的橫截面板材時。 更高的分子量和更寬的分子量分佈提供了更好的韌性/抗衝擊性,以承受與擠出工藝相關的應力。 為此,德雷克生產了威格斯和索爾維碳纖維增強PEEK棒,但威格斯CA PEEK僅提供最大直徑1“的棒材,而KT820CF PEEK棒材則採用直徑達6.5”的棒材擠出,並計劃更大。
我們目前備有4、4.5、5、5.5、6和6.5“直徑棒材,採用天然、30%玻璃纖維增強和30%碳纖維增強的純PEEK。
- 只尋找少量。 我們有60英寸的長度,但會根據需要切割成您的長度
- 你寧願沒有看到切割的坯料。 沒問題,我們也會使用我們的精密Cosan鋸切割毛坯。
- 已經使用別人的桿,但正在尋找更好的材料。 您提供詳細資訊,我們將提供範例。